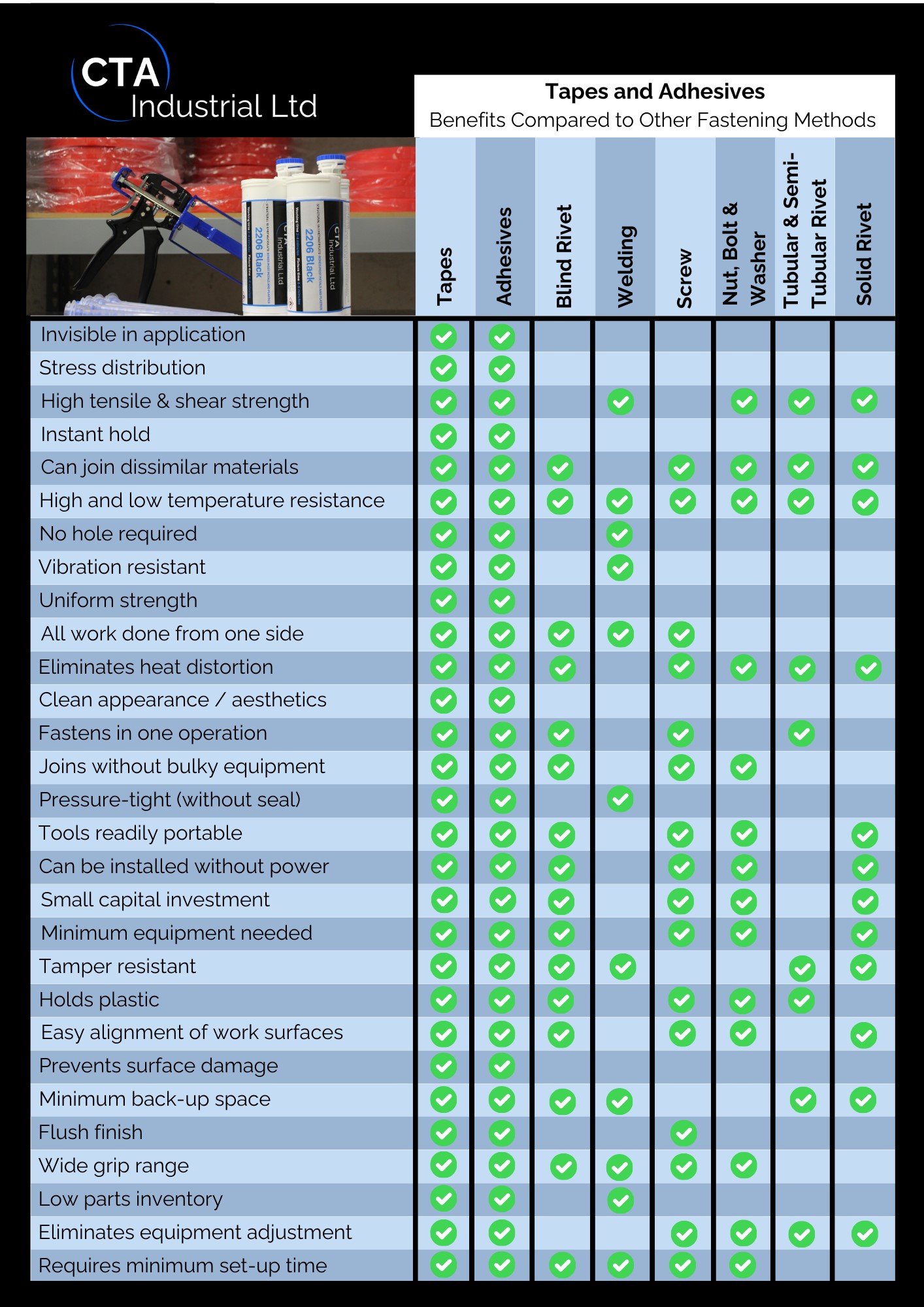
Structural or performance adhesives are load-bearing adhesives. That is they add strength to the products being bonded. Structural Adhesives are used to build products as varied as office furniture, boats, trains, cars to name a few. There are approximately ten adhesive families commonly referred to as structural adhesives: Methacrylate, Acrylic, Polyurethane, Epoxy, Anaerobic, Cyanoacrylate, Hot Melt, Solvent cement and Tapes.
The seven most commonly used are:
Acrylic adhesives have formulations that tolerate dirtier and less prepared surfaces generally associated with metals. they challenge epoxies in shear strength, and offer flexible bonds with good peel and impact resistance. Acrylics are two-part adhesives, the resin is applied to one surface and an accelerator or primer to the other. The two parts can be pre-applied and later mated. Once mated, handling strength is typically achieved in a few minutes. Curing can be completed at room temperature. Newer versions of acrylics are now available in two component formulations then are mixed together prior to application. To discuss our acrylic adhesives please contact our technical team.
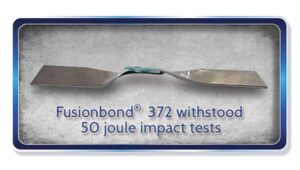
Methacrylate Adhesives provide a unique balance of high tensile, shear and peel strengths with the maximum resistance to shock, stress and impact across a wide temperature range. Methacrylates can generally by used without surface preparation when joining plastics, metals and composites. They are two component reactive materials based on methyl methacrylate monomer that, when mixed together, have a controlled cure speed based on the appropriate application process. Methacrylates are tolerant to off ratio mixing and remain strong and durable under severe environmental conditions. They resist water and solvents to form an impenetrable bond. For CTA product information view following links: –
Advantages – Moderately priced, good gap fill, excellent impact resistance and flexibility, excellent peel and sheer strengths, substrate versatility, medium/fast cure, tolerant of dirty surfaces, good flexibility at low temperatures.
Limitations – Some odour problems, flammable.
Polyurethane Adhesives are named after the polymer type formed on completion of the reaction. the adhesives can be single or two component. With two component products one side is always isocyanate based, the other formulated from one of several core reactants often amines or glycols. They are known for toughness and flexibility even at low temperatures. They have fairly good shear strength and excellent water and humidity resistance, although uncured urethane’s are sensitive to moisture and temperature. For product information view following links: –
Epoxy adhesives have been available longer than any engineering adhesive and are the most widely used structural adhesive. Epoxy adhesives are thermo-setting resins which solidify by polymerisation and once set, will soften but not melt on heating. Two part resin/hardener systems will solidify on mixing (sometimes accelerated by heat), while one part materials require heat to initiate the reaction of a latent catalyst. Epoxies offer very high shear strengths, and can be modified to meet a variety of bonding needs. Generally epoxy bonds are rigid: they fill small gaps well with little shrinkage. For CTA product information view following links: –

Advantages – Usually low priced, good gap filling capabilities, high strength can be filled with metals, wide range of formulations, versatile, good temperature and solvent resistance.
Limitations – Adhesives thin during curing cycles, two component mixing and measuring required, exact proportions needed for optimal strength, single component usually required refrigeration and heat cure.
Anaerobic adhesives are one of the most easily applied structural adhesives. Due to the curing mechanism being triggered by deprivation of oxygen (hence the name ‘anaerobic’ or ‘without air’), anaerobic adhesives will not cure prematurely. these adhesives are based on acrylic polyester resins and are produced in viscosities ranging from thin liquids to viscous thixotropic pastes. Although they have high cohesive strength, they have low adhesive strength and are not suited to permeable materials. Anaerobics do not fill gaps well and may require primers. they are generally used as thread fasteners. For CTA product information view following links: –

Advantages – Moderately priced, high strength on some substrates, rapid cure at room temperature, good solvent and temperature resistance, versatile, range of viscosities, non toxic, no mixing required, dispenses easily from package, easily automated.
Limitations – Limited gap cure, not recommended for many plastic or rubber substrates, will not cure where air contacts adhesive – wet fillets, primers required for many materials, 150-200°C temperature limitations, generally brittle.
Cyanoacrylate adhesives (super glues) are also easily applied and offer extremely fast cure rates. Cyanoacrylates are relatively low viscosity fluids based on acrylic monomers and when placed between closely fitting surfaces, some will cure to a strong joint in ten to sixty seconds. Cyanoacrylates’ ability to bond plastics and rubbers to themselves or to other substrates is their biggest advantage. On the other hand, cyanoacrylate adhesives exhibit poor impact resistance, are vulnerable to moisture and solvents, and are suitable only for bonding small areas. In addition, they do not fill gaps well, require precise mating of bonded surfaces. They also have poor solvent and water resistance. For CTA product information view following links: –
Advantages – Rapid cure at room temperature, single component adhesive, excellent adhesion to rubber, good adhesion to metal, high tensile strength, no mixing required, indefinite pot life, dispense easily from package.
Limitations – Limited gap cure, low solvent resistance, low temperature resistance, bonds skin, poor impact and peel resistance, no water chemical or environmental resistance.
Hot Melt Adhesives have moved out of their traditional applications into areas of low-stress product assemblies. They form flexible and rigid bonds, achieve 80% of their bond strength within seconds, bond permeable and impermeable materials, and usually require no elaborate surface preparation. Hot Melts are insensitive to moisture and many solvents, but they soften at high temperatures. To discuss our hot melt adhesive please contact our technical team.
Advantages – Moderately priced, good gap-filling capabilities, rigid to flexible bonds available, versatile formulations, fast setting.
Limitations – Usually low strength, poor wetting, poor creep resistance, usually low solvent resistance, low heat resistance – degrade as heat rises, stringy, parts must be mated before adhesive cools, short part life, messy can burn workers, requires special dispensing equipment, difficult to automate.
If you have any questions, don’t hesitate to contact us via the yellow chatbox, fill out our online contact form, email us at [email protected] or call us directly on +44 (0) 121 378 2909.































 Polyurethane & Hybrid adhesives – This range of adhesives are single part cartridge adhesives, our biggest selling single part PU is
Polyurethane & Hybrid adhesives – This range of adhesives are single part cartridge adhesives, our biggest selling single part PU is